
RHEOBYK-7650
Fester, nicht staubender, biozid- und VOC-freier Assoziativverdicker für wässrige Systeme zur Erzeugung eines pseudoplastischen Fließverhaltens

Artikel aus der FARBE UND LACK - September 2023

TS Architectural Paints

TS Architectural Paints

Group Leader, R&D
Ergebnisse auf einen Blick
Beim Backen und Kochen in der heimischen Küche gehört Speisestärke zu den grundlegenden Zutaten vieler Gerichte. Sie optimiert das rheologische Profil des Endproduktes und erreicht den Konsumenten üblicherweise in Pulverform. In der Lackindustrie übernehmen diese Aufgabe zumeist flüssige Rheologieadditive.
Flüssige Rheologieadditive sind fester Bestandteil der meisten Lackrezepturen, enthalten jedoch oft nur geringe Mengen der aktiven Substanz. Dies führt zu einem erhöhten Produktvolumen sowie erheblichen Mehremissionen während des Transports. Das richtige Rheologieprofil von wasserverdünnbaren Farb- und Lacksystemen lässt sich u. a. über organische Verdicker einstellen, die Eigenschaften, wie Absetz- und Ablaufverhalten, aber auch die Verarbeitungsviskosität, positiv beeinflussen. Aufgrund ihres assoziativen Verdickungsmechanismus stellt die Polyurethanchemie seit den 1970er-Jahren in diesem Bereich eine der wichtigsten Klassen dar [1, S. 51]. Im Unterschied zu Speisestärke gelangen Polyurethanverdicker zumeist in Form wässriger Lösungen von 10 bis 20 % Wirksubstanz zum Endanwender. Legt man einen Markt dieser Produkte von weltweit 350 Mio. USD und einen durchschnittlichen Preis von 3,5 USD pro Kilogramm zugrunde, errechnet sich ein Transportvolumen von 100 Mio. t. Hiervon entfallen 80 bis 90 % auf Wasser und andere Zusatzstoffe. Zu den Zusatzstoffen zählen neben organischen Lösemitteln und Viskositätsunterdrückern auch Biozide, die zur Verhinderung des mikrobiellen Befalls der Produkte eingesetzt werden. Unter dem Aspekt der Nachhaltigkeit und des CO2-Fußabdrucks sind diese Produkte bzw. deren Darreichungsform daher kritisch zu bewerten und eröffnen Möglichkeiten für Innovationen.
Einen Vorteil bieten in diesem Zusammenhang Produkte in fester Lieferform. Vergleichbar zu Stärke wird nur die feste Wirksubstanz transportiert, die dann am Zielort zur Fertigung des Endprodukts eingesetzt wird. Das auf diese Weise eingesparte Transportvolumen führt – auf die aktive Substanz bezogen – zu einer deutlichen Reduktion der Treibhausgasemissionen und optimiert den Lagernutzungsgrad vor Ort.
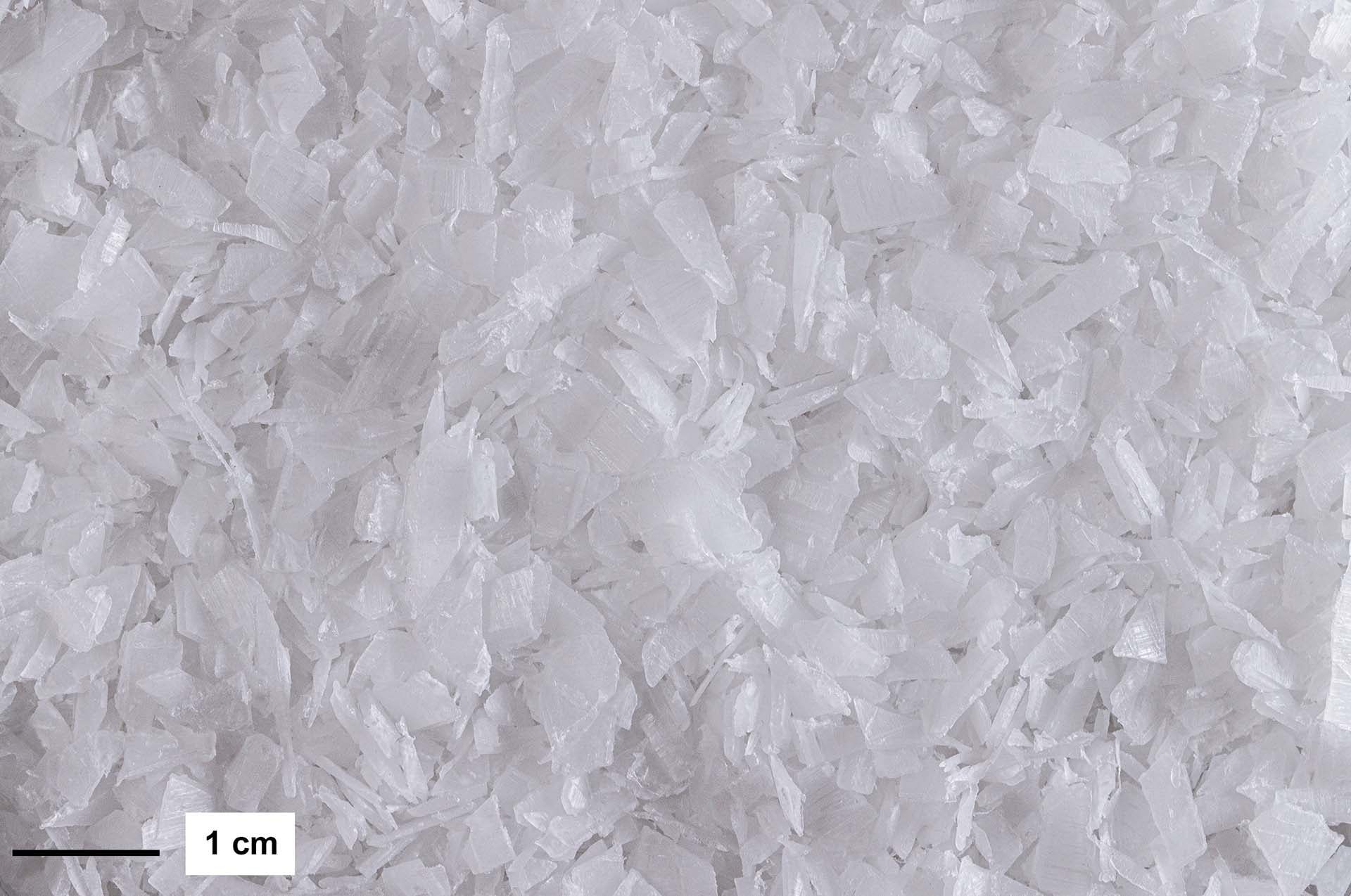
Die wenigen auf dem Markt erhältlichen Produkte sind allerdings pulverförmig, was während ihrer Verarbeitung zu Staubemissionen führen kann und daher oft mit verschärften Arbeitsschutzmaßnahmen einhergeht. Neuentwicklungen auf dem Gebiet dieser Verdicker eröffnen die Möglichkeit der flockenförmigen Lieferform (Abb. 2). Hierdurch wird die Staubentwicklung bei der Handhabung vermieden (Abb. 1) und die Einarbeitung in fester Form, aber auch als Pre-Gel ermöglicht. Dies führt nicht zuletzt zu einer verbesserten Lagerstabilität der Produkte und steigert zudem auch ihre Effizienz, da auf die Verwendung von Viskositätsunterdrückern verzichtet werden kann. Die Produkte zeigen dabei die typischen Eigenschaften regulärer Polyurethanverdicker.
Abbildung 1: Vergleich der Staubentwicklung von pulverförmiger mit flockenförmiger Darreichungsform unter Einfluss eines Luftstroms
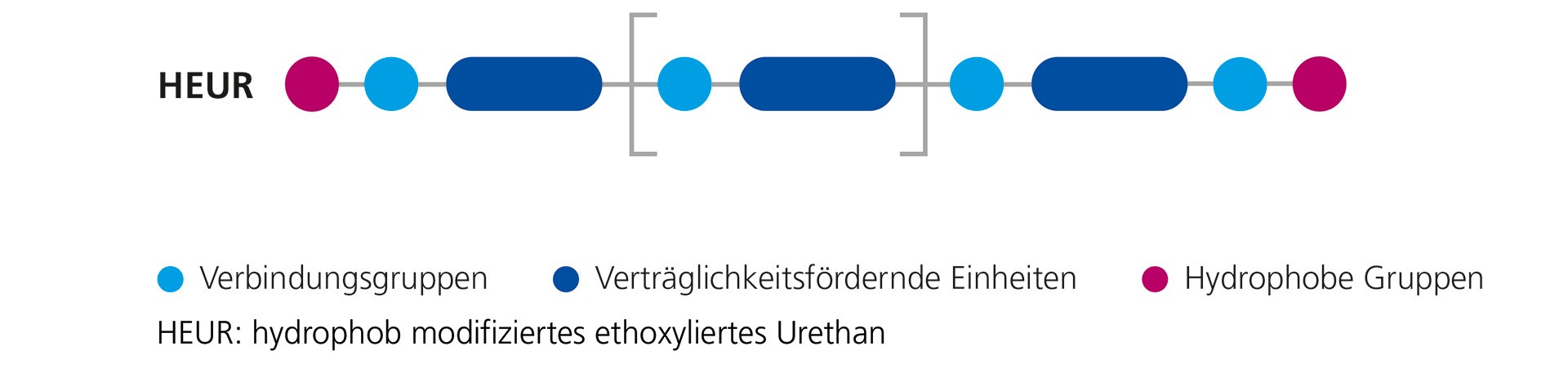
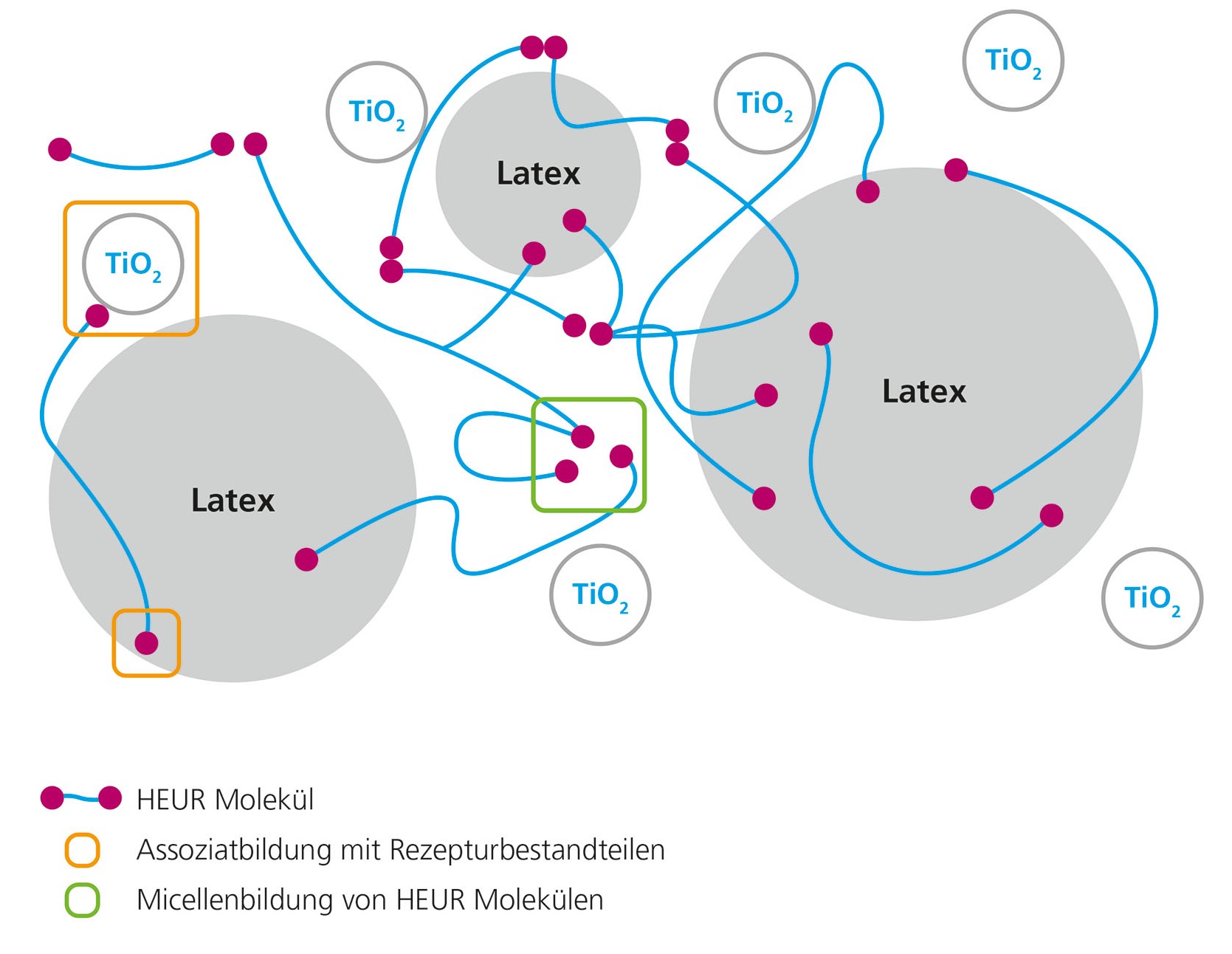
Die Vertreter dieser Chemie, auch HEUR-Technologie genannt (HEUR steht für hydrophob modifiziertes ethoxyliertes Urethan), basieren zumeist auf nichtionischen Polymeren mit hydrophoben Gruppen, die aus der Reaktion von Diisocyanaten mit Diolen sowie hydrophoben Reaktionspartnern resultieren. Bevorzugt werden lineare oder kammartige Strukturen erzeugt, die über zumindest zwei hydrophobe Endsegmente sowie hydrophile Strukturen und Urethangruppen innerhalb des Moleküls verfügen. Aus diesem grundlegenden Aufbau resultiert eine gewisse Grenzflächenaktivität der Moleküle. Über die hydrophoben Bereiche werden Assoziate mit Rezepturbestandteilen, wie Filmbildner oder Feststoffe, aber auch, ab einer bestimmten Grenzkonzentration, Micellen, ausgebildet. Dadurch entsteht ein dreidimensionales Netzwerk, das aufgrund der Bildung von Überstrukturen zu einem Verdickungseffekt führt. Als hydrophile Bestandteile werden oft Polyether, wie Polyethylenglykol, eingesetzt, die aufgrund von Wechselwirkung mit Wassermolekülen eine Erhöhung des hydrodynamischen Volumens erzeugen [1, S. 52 f.].
Durch Variation des Molekulargewichts, der Grundbausteine und deren Verhältnisse zueinander, können Produkte mit unterschiedlichen Eigenschaftsprofilen hergestellt werden, die neben dem Holz- und Industrielacksektor häufig Anwendung im Maler- und Bautenlackbereich finden. So können sie während der Lagerung und dem Transport das Sedimentationsverhalten verbessern und in der Rollapplikation ein Spritzen des Materials verhindern – bei gleichzeitig angepasstem Streichwiderstand, gutem Verlauf sowie reduzierter Ablaufneigung. Allerdings ist der Verdickungseffekt durch den assoziativen Mechanismus erheblich von den Eigenschaften der Assoziationspartner abhängig und reagiert sensibel auf Veränderungen der Formulierung.
Abhängig von ihrer Wirksamkeit in den unterschiedlichen Scherbereichen werden die Produkte auch als Low-, Mid- und High-Shear-Polyurethanverdicker bezeichnet. Im niedrigen Scherbereich erzeugt das relativ leicht aufzulösende Netzwerk ein eher pseudoplastisches Fließverhalten, während es vom mittleren bis hohen Scherbereich immer newtonscher und damit scherbeständiger wird. Zuletzt genannte Vertreter verfügen über multifunktionelle hydrophobe Segmente, die eine feste Bindung zu den Assoziationspartnern gewährleisten [1, S. 55] (Abb. 4).
Der Herstellungsprozess dieser Produkte beginnt mit der Herstellung des HEUR-Polymers (Abb. 3), welches in Form einer Polymerschmelze anfällt und dann durch einen Abkühlprozess erstarrt. In einem weiteren Verarbeitungsschritt wird das feste Polymer gemahlen und somit die Partikelgröße reduziert. Herkömmliche Produkte sind in diesem Stadium pulverförmig und werden mit den benannten Zusatzstoffen in Wasser eingebracht. Im Falle der Neuentwicklung ermöglicht ein angepasster Mahlprozess die Produktion der flockenförmigen Lieferform mit optimierter Partikelgröße, um eine einfache Einarbeitung in das Lacksystem zu gewährleisten.
In einer umfangreichen Studie wurden die neuen Produkte sowohl mit flüssigen als auch pulverförmigen Polyurethanverdickern verglichen. Hierfür wurden neben der Charakterisierung des rheologischen Profils der Produkte auch weitere relevante anwendungstechnische Eigenschaften überprüft. Dazu zählen u. a. das Ablauf- und Verlaufsverhalten, die Lagerstabilität des Testsystems und dessen Nassabriebbeständigkeit sowie der Einfluss auf die Applikation und die Farbpastenaufnahme. Durchgeführt wurden die Versuche in Lacksystemen aus den Bereichen allgemeine Industrie, Korrosions- und Schiffslacke, Holzbeschichtungen und Fußbodenanwendungen sowie aus dem Maler- und Bautenlacksektor. Da die Anwendung im Maler- und Bautenlacksektor als Haupteinsatzgebiet von Polyurethanverdickern verstanden werden kann, findet die Ergebnisdiskussion in den zugehörigen Testsystemen an ausgewählten Beispielen statt. Zum Einsatz kamen eine Klarlackformulierung sowie ein Malerlack mit einer Pigmentvolumenkonzentration von 16 %. Beide Systeme basieren auf einer wässrigen Dispersion eines Reinacrylat-Copolymers. Um den klassischen Dispersionsfarbenbereich abzubilden, wurden ebenfalls Formulierungen auf Basis einer wässrigen Styrolacrylat-Copolymer-Dispersion sowie einer Vinylacetat-Ethylen(VAE)-Copolymer-Dispersion verwendet. Es handelt sich dabei um hochgefüllte Systeme mit einer Pigmentvolumenkonzentration von 80 %.
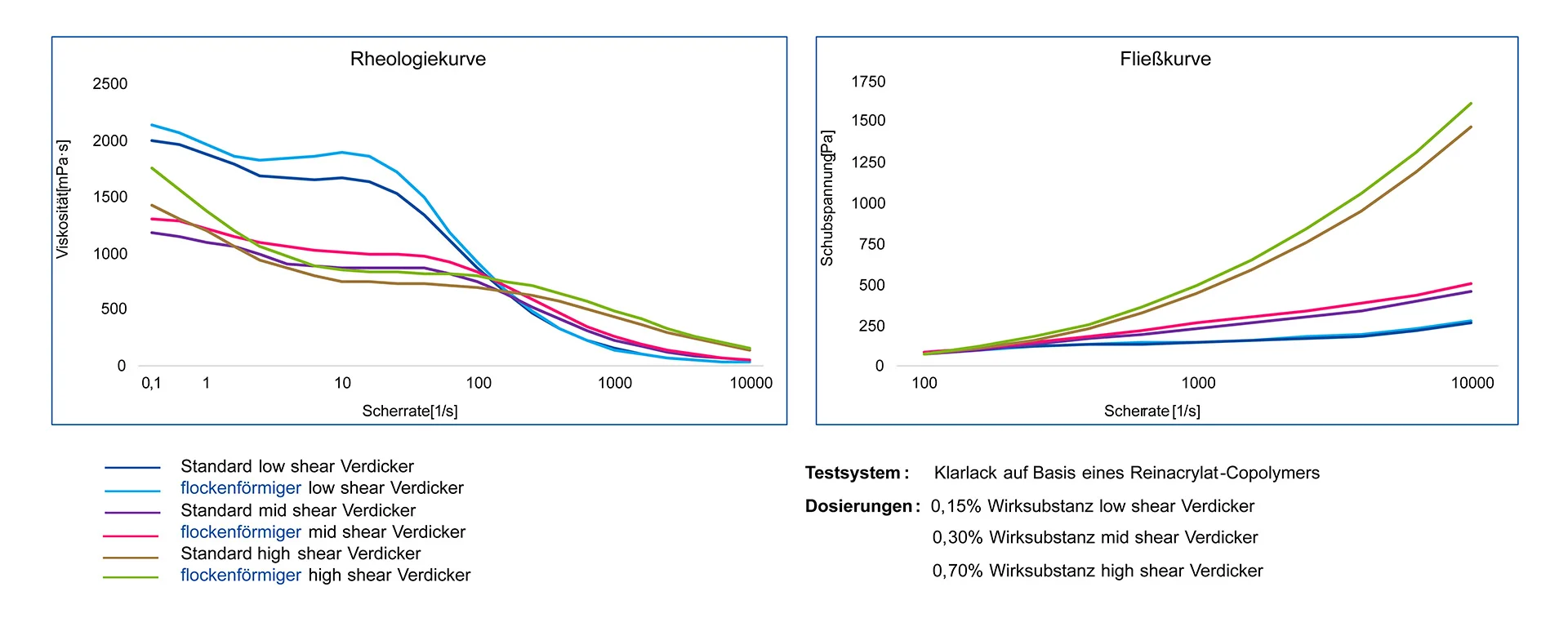
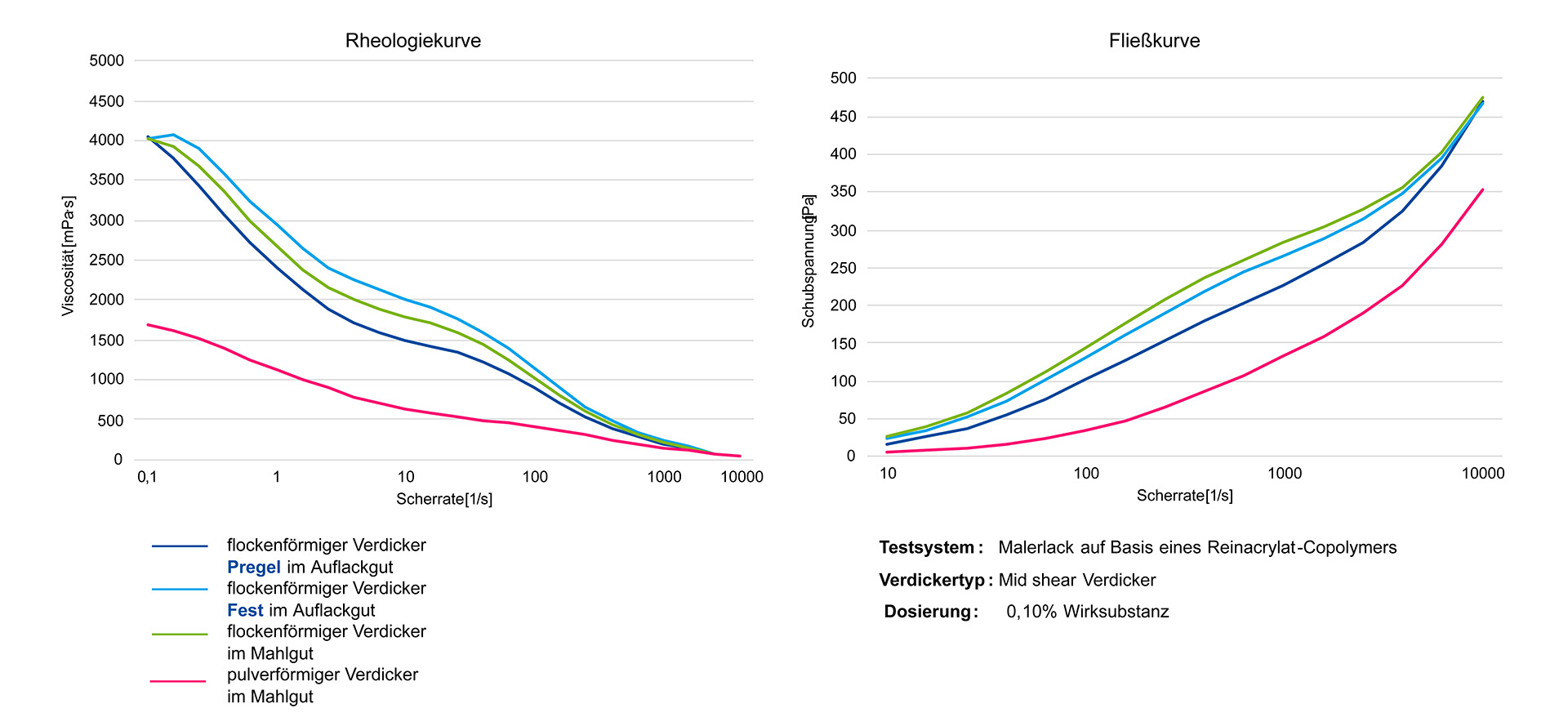
Um die flockenförmigen Produkte mit marktüblichen Vertretern in Bezug auf ihre rheologische Wirksamkeit zu untersuchen, wurden unter Zuhilfenahme eines Rotationsviskosimeters die Rheologie- und Fließkurven in einem Scherbereich von 0,1 s-1 bis 10 000 s-1 aufgenommen. Als Testsystem diente die Klarlackformulierung, die typische Einsatzmengen der jeweiligen Verdicker enthielt. Die Einarbeitung erfolgte in allen Fällen bei gleich geringen Scherkräften mittels Dissolver und Zahnscheibe. Die Ergebnisse können Abb. 5 entnommen werden. Es zeigt sich, dass das Rheologieprofil der flockenförmigen Produkte über den gesamten Scherbereich mit marktüblichen Polyurethanverdickern in flüssiger Form vergleichbar ist. Somit lassen sich die Produkte mit gebräuchlichen Einsatzmengen und ohne aufwendige Formulierungsarbeit in bestehende wie auch neue Formulierungen integrieren.
Das Rheologieprofil eines auf dem Markt erhältlichen pulverförmigen Produkts, das im mittleren Scherbereich aktiv ist, wurde mit dem entsprechenden flockenförmigen Produkt auf gleiche Weise verglichen. Als Testsystem fungierte die Malerlackformulierung, die beide Produkte in gleicher Einsatzkonzentration enthielt. Entsprechend der Herstellerangabe wurde das pulverförmige Produkt bei hohen Scherkräften in das Mahlgut eingearbeitet. Die Einarbeitung des flockenförmigen Produktes erfolgte sowohl bei hohen Scherkräften in das Mahlgut als auch bei geringen in das Auflackgut. Zusätzlich zur festen Lieferform wurde auch ein Pre-Gel in Wasser hergestellt, welches 10 % des Produktes enthielt. Dieses wurde während der Auflackphase in das System eingebracht und die zusätzlich hinzugefügte Wassermenge in der Gesamtformulierung berücksichtigt. Die Ergebnisse (Abb. 6) zeigen, dass das pulverförmige Produkt bei gleicher Einsatzmenge und Art der Einarbeitung eine deutlich geringere Wirksamkeit im Vergleich zum flockenförmigen Produkt aufweist. Vergleicht man die Ergebnisse der unterschiedlichen Einarbeitungsformen der flockenförmigen Produkte untereinander, ist zu erkennen, dass die Wirksamkeit nahezu identisch ist. Das Produkt ist somit leicht einzuarbeiten und ermöglicht eine sehr flexible Verarbeitung zu jedem Zeitpunkt der Lackherstellung in fester und flüssiger Form. Weiterhin konnte beobachtet werden, dass die Zugabe während der Hauptdispergierung zu einer verbesserten Mahlgutviskosität des Testsystems führte. Diese äußerte sich in Form eines optimierten Strömungsbildes im hohen Drehzahlbereich.
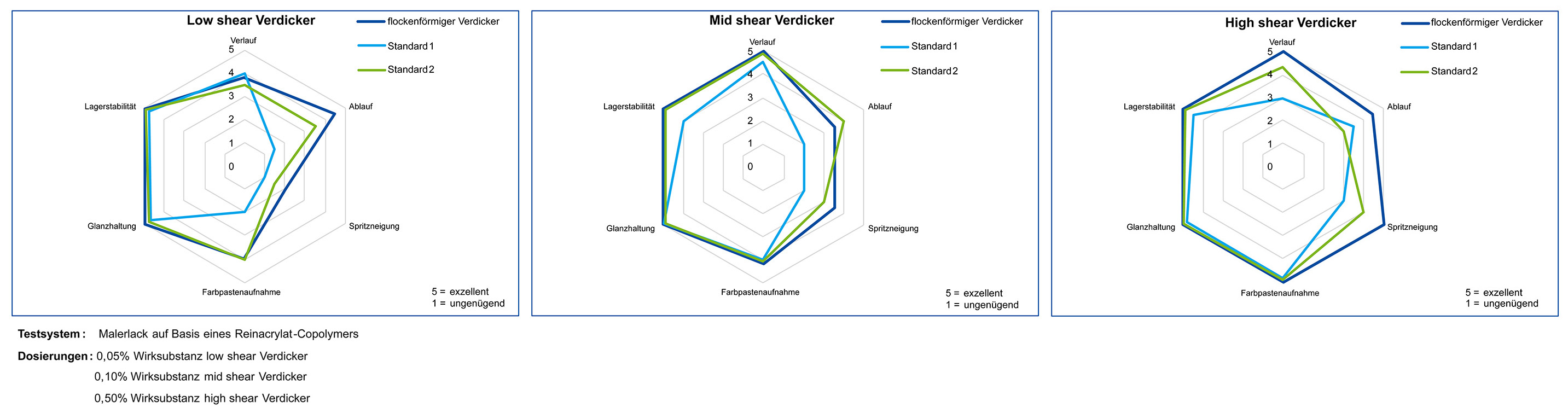
Betrachtet man alle anwendungstechnischen Ergebnisse (Abb. 7), die innerhalb des Malerlacksystems erzielt wurden, lässt sich für die den unterschiedlichen Scherbereichen zugeordneten flockenförmigen Produkte ein breites Eigenschaftsprofil erkennen. So verhindert beispielsweise der Low-Shear-Verdicker im Testsystem das Ablaufen des applizierten Materials deutlich besser als die flüssigen Standardprodukte. Das dem mittleren Scherbereich zugeordnete Produkt verfügt über ein ausgewogenes Eigenschaftsprofil. Dies äußert sich in Form einer verbesserten Ablaufneigung bei gleichzeitig verbesserter Spritzneigung während der Applikation. Der High-Shear-Verdicker erzielt für alle überprüften Eigenschaften gute Ergebnisse und erzeugt aufgrund seines ausgeprägten newtonschen Fließverhaltens einen besonders guten Verlauf des applizierten Materials.
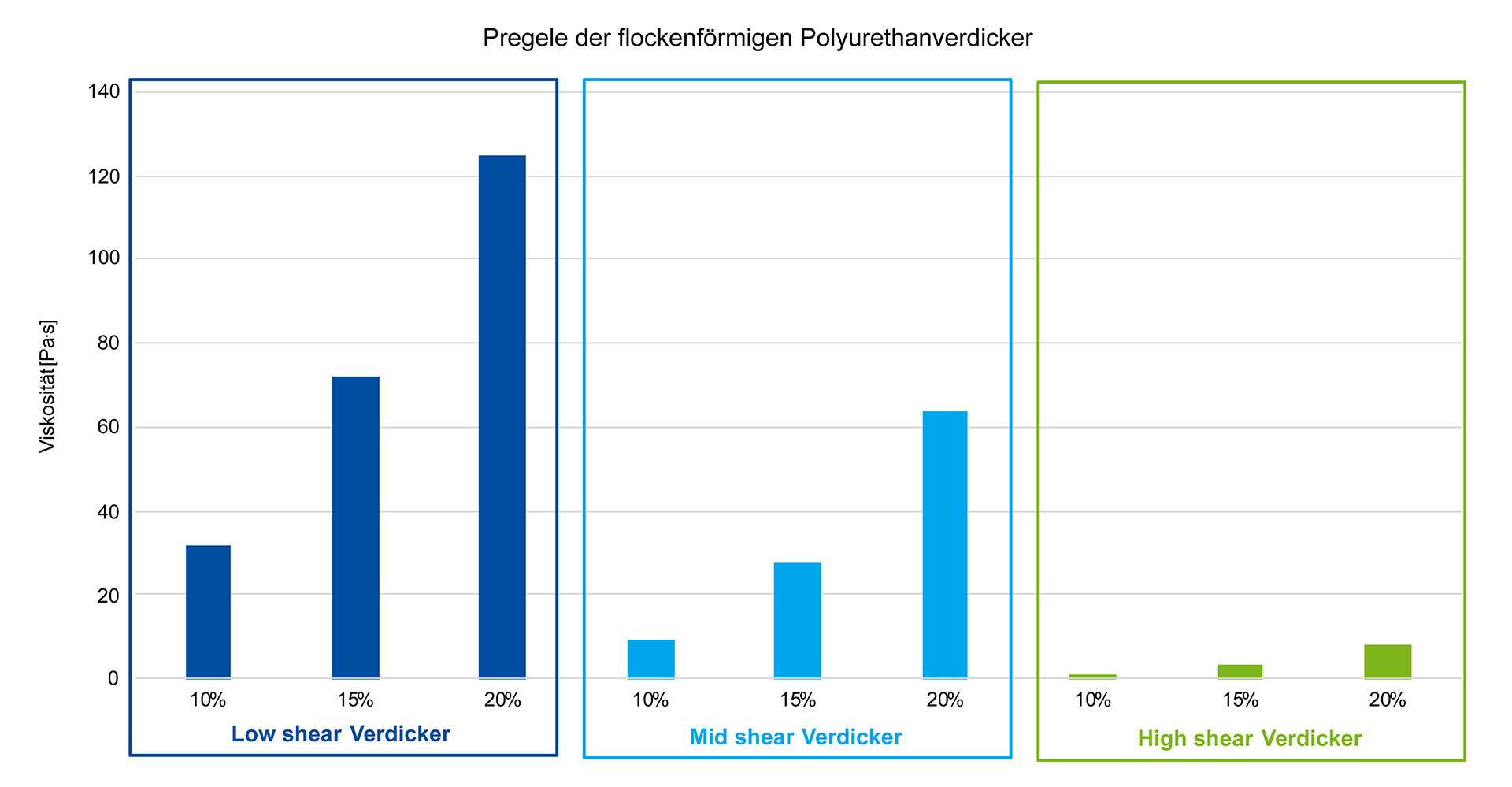
Da reguläre Polyurethanverdicker zumeist in flüssiger Lieferform verarbeitet werden, sind eine Vielzahl an Arbeitsabläufen und Produktionseinrichtungen darauf ausgerichtet. Um in diesen Fällen den Einsatz der flockenförmigen Produkte dennoch zu ermöglichen, wurden diese so entwickelt, dass mit geringem energetischem und zeitlichem Aufwand Pre-Gele in Leitungswasser hergestellt werden können. Hierfür sind typischerweise Umfangsgeschwindigkeiten von 1–2 m/s und eine Einarbeitungszeit von 10–15 min ausreichend. Um die optimale Dosierung zur Herstellung eines Pre-Gels herauszufinden, wurden Dosierungsreihen in Leitungswasser durchgeführt. Die Einarbeitung von 10 %, 15 % und 20 % erfolgte für 15 min bei 2 m/s mittels Propellerrührer. Im Anschluss wurde die Viskosität mittels Rotationsviskosimeter zwischen 0,1–100 s-1 bestimmt. Aufgrund des newtonschen Fließverhaltens der Verdicker in Wasser resultiert jeweils nur ein Messwert für die Viskosität. Die Ergebnisse (Abb. 8) zeigen, dass die Verwendung von 10–20 % des Materials, abhängig von der Verdickertype, zu einem Pre-Gel mit optimaler Verarbeitungsviskosität führt. Damit liegt der Anteil der aktiven Substanz in der Größenordnung der meisten marktüblichen Produkte.
Die Lackbranche sieht sich zunehmenden Herausforderungen in den Bereichen Ökologie und Ökonomie ausgesetzt. Themen, wie Treibstoff- und Energieeinsparung, Gesundheitsschutz und Nachhaltigkeit, gewinnen in Zukunft immer größere Bedeutung in der Entwicklung und Fertigung von Beschichtungsstoffen. Die neuentwickelten flockenförmigen Polyurethanverdicker bieten in dieser Hinsicht viele Vorteile gegenüber ihren flüssigen Pendants. Die Einsparung von Hilfsstoffen während der Herstellung der Produkte führt zu einem geringeren Transport- und Lagervolumen. Gleichzeitig wird ein vergleichbares Wirksamkeitsprofil entlang des gesamten Scherbereichs erzielt. Die Produkte können variabel während des gesamten Herstellungsprozesses der Beschichtungsstoffe sowohl in fester Form als auch als Pre-Gel verwendet werden. Anwendungstechnische Tests zeigen, dass nur geringe Scherkräfte für die Einarbeitung benötigt werden. Weiterhin wird eine Staubentwicklung bei der Verarbeitung aufgrund der Flockenform verhindert und die Lagerstabilität deutlich erhöht. Mit diesem breiten Eigenschaftsprofil können diese innovativen Verdicker in Zukunft einen wichtigen Beitrag zur Entwicklung von modernen und umweltfreundlichen Beschichtungsstoffen leisten.
[1] Bieleman, Johan, Lackadditive, Wiley-VCH, Weinheim 1998
Ausgewählte Additive
Sie haben Fragen? Kontaktieren Sie gerne unsere Additiv-Experten!

Wenn Sie Ihren Suchverlauf löschen, werden alle Ihre vorherigen Suchen endgültig gelöscht.
